與時俱進,誠贏客戶
十年金屬制品制造廠家
全國服務熱線15020639997
鋁易產生氧化膜,熱膨脹系數大,易發生堵塞。 磨削時,理論上適合大進給量磨削。 但如果工件是空心管,大進給量很容易將其擠壓,導致磨削尺寸不良。 另外,由于材質較軟,容易劃傷,是一種非常難研磨的材質。
據我們觀察,關于鋁管磨削,常見問題可分為“陽極前后”和“表面粗糙度要求”分別討論。
問題①:陽極前粗磨
常見問題包括
管件粗細不一,尺寸精度難以控制,圓柱度易丟失
砂輪切削力不足,需要多級磨削。
表面粗糙度不好,甚至容易被劃傷,導致后加工困難,成品率低。
問題①解決辦法__改用PTⅡ砂輪
PTⅡ砂輪
特殊氣孔設計
切削力大大增加,不易產生熱量,可獲得良好的尺寸精度
良好的表面厚度
可有效減少制造工序,提高良率
★研磨結果★
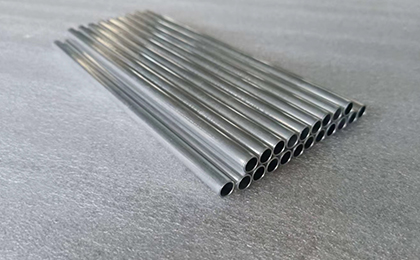
工件材質:AL T6 6061、7050
工件尺寸:長度300mm,外徑28mm,粗細管(最薄部分小于0.1mm)
磨床:榮光18無心磨床
砂輪規格:PTⅡ砂輪455*205*228.6mm GC90 K13 V4M
切削液:水基切削液
檢測結果:
1. 切削能力:優秀。 厚管件和薄管件的尺寸很難控制(在薄的區域切割能力下降)。 采用PTⅡ砂輪切削能力強,可以改善這一問題。 如果調整修邊方式,切割能力可達到0.1mm/pass以上。
2、表面粗糙度:優良,由修整條件控制。 當去除量為0.04mm時,表面粗糙度可達到Ry=2.1um、Ra=0.2um
問題②:陽極前精磨
常見問題有
無縫鋁管廠的鋁材硬度太軟,表面粗糙度不易達到,容易出現劃痕、掉砂等現象。 精磨砂輪切削力不足,磨削后易出現環。 一般精磨砂輪容易鈍化、堵塞,因此需要經常使用。 修整砂輪導致加工效率低
問題②解決辦法__使用彈性UB輪
柔性UB砂輪
利用UB砂輪的特殊彈性設計,可以穩定、均勻地獲得良好的表面粗糙度。
UB砂輪的磨料被獨特的纖維包裹,減少與工件直接接觸的力。
能有效降低劃傷、掉砂的不良率
比普通砂輪更軟,不易振動和產生線條
自銳性好,不需要經常修整,加工效率高。
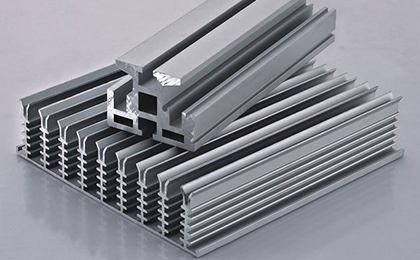
★磨削實例★
研磨盤:臺灣榮光18型
砂輪規格:7A 455*205*228.6mm
加工工件:鋁6061 7050
濕或干:濕
研磨后結果:
精磨后粗糙度測量結果:
陽極前磨削鋁管件最重要的是穩定地達到目標表面粗糙度并保持高成品率。 上述過程目前是一種非常有效的方法。
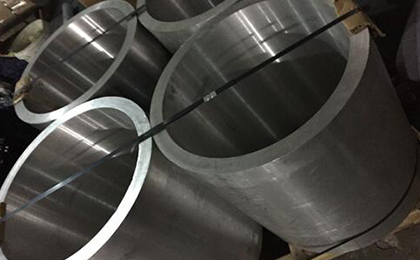
問題③:陽極氧化后拋光
根據產品類型的不同,有些產品需要進行硬質陽極氧化或磨削后陽極氧化。 表面處理后的工件表面不是很光滑,因此常常需要再次拋光,這樣甚至可以進一步降低表面粗糙度。 但由于其硬度較高,如果使用普通麻輪、布輪,由于研磨能力較弱,拋光時間較長,且可改變的表面粗糙度范圍有限。
問題③解決辦法__UB/PBW/ITO BUFF
① UB砂輪無心磨床
由于無心磨床的剛性強,可以產生足夠的切削力。 如果陽極層足夠厚,則可以實現極低的表面粗糙度,同時允許較大的去除量。
②配PBW或ITO BUFF拋光輪的管件拋光機
一般來說,拋光機的剛性不足,但如果與PBW或ITO BUFF拋光輪一起使用,由于這兩種拋光輪本身不僅柔軟而且含有磨料,因此可以產生足夠的研磨力,進一步提高表面粗糙度。 它只是不如無心磨床有效,但設置和操作要容易得多。
★結論★
鋁是一種很難磨削的材料,鋁管更是難磨。 不過,如果使用合適的砂輪,仍然可以取得良好的效果。 除了砂輪、拋光輪外,從事鋁材磨削加工時,切削油、過濾系統、加工環境等,對加工的效率,特別是成品率也起著決定性的作用,需要特別注意。
微信掃一掃

聯系電話